Меню
Главная » Ремонт ГБЦ
Ремонт головки блока цилиндров (ГБЦ) автомобиля требуется нередко. Данный узел выходит из строя в результате естественного износа или при езде на перегретом двигателе. Заказать ремонт головки блока цилиндров (ГБЦ) в Могилеве вы можете в компании Промотор.
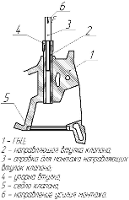
Распределительный вал толкает штангу. Штанга давит на гидрокомпенсатор и коромысло, а последнее — на клапан. Клапан открывается и топливно-воздушный заряд попадает в камеру сгорания, от искры свечи происходит зажигание. Или выпускаются отработанные газы в коллектор. После этого пружиной клапан возвращается обратно. Затем цикл повторяется.
Ремонт ГБЦ требуется в случае трещины или пробоя головки. О подобных неисправностях говорят такие признаки:
При этих изменениях нужен ремонт головки блока цилиндров автомобиля. Игнорирование признаков неисправности может спровоцировать серьезные проблемы.
Восстанавливать узел самостоятельно не рекомендуется. Нужно иметь необходимые инструменты и запчасти, знать алгоритм работы. Поломанную головку следует снять и промыть.

Ремонт и замена ГБЦ требуют знания и опыта, наличия необходимых инструментов. При желании можно отремонтировать ГБЦ своими руками. Но это сложно и затратно по времени. Прежде чем ремонтировать узел, проводят диагностику. Это дает понять, что заменять, отдельные детали или всю систему.
Пошаговая инструкция того, как самостоятельно заменить головку блока цилиндров:
Ремонт головок ГБЦ можно выполнить своими руками либо с помощью мастеров автосервиса. Многие автомобилисты в целях экономии выбирают первый вариант. Но после самостоятельного ремонта ГБЦ часто возникают такие проблемы:

Это обусловлено допущением ошибок из-за отсутствия знаний и опыта. Поэтому лучше выполнять ремонт блока цилиндров авто в надежных и проверенных лицензированных СТО. Тогда точно не возникнет проблем после проведенных работ, выйдет избежать больших финансовых трат.
Цена восстановления головки варьируется в широких пределах. На стоимость ремонта ГБЦ в РБ влияют следующие факторы:

Если вам требуется качественное и быстрое восстановление и ремонт двигателя ГБЦ, установка исправной головки, обращайтесь в белорусскую фирму Промотор. Адрес компании указан в Контактах на сайте. По телефону можно записаться на прием или узнать примерную стоимость восстановления узла, потому что только у нас:
